
What Is CNC Turning?
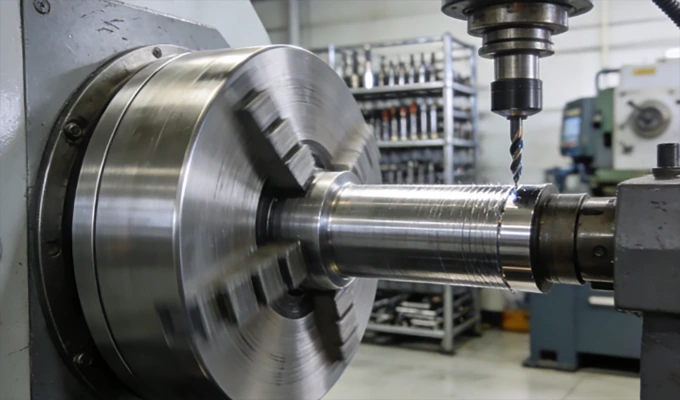
CNC (Computer Numerical Control) turning is a subtractive machining process where a bar or billet of material is spun (rotated) while a stationary cutting tool (or tools) removes material to create a precise shape. In other words, the workpiece rotates around its axis and single-point or multi-point cutting tools move along controlled paths (typically X and Z axes) to produce round or cylindrical features. Turning machines (lathes or turning centers) excel at producing parts with any combination of diameters, tapers, threads, grooves, knurls, or simple axial features on round stock.
Unlike CNC milling – where the workpiece is fixed and rotating cutters shape flat or complex surfaces – turning is optimized for cylindrical, symmetric parts. Typical turned parts include shafts, rods, pins, bushings, threaded fasteners, fittings, spacers, bushings, collars, and similar shapes. For example, shafts with multiple diameters and features, hydraulic fittings, pump plungers, or even camera lens barrels are often made by turning. When a part needs flat surfaces or complex non-cylindrical contours, milling or multitask machines may be used, but turning is vastly more efficient for round profiles (every diameter or taper can be cut quickly as the part spins).
Modern CNC turning centers range from simple 2-axis lathes to advanced multi-axis “mill-turn” centers. 2-axis lathes use a rotating chuck for the part and one or more fixed toolholders moving in Z (axial) and X (radial) directions. Live tooling and multi-axis turning centers add driven (rotating) tools or additional axes, enabling drilling holes in place, milling flats, or machining complex features without secondary operations. Swiss-type lathes use a sliding guide bushing to support very long, thin bars right at the cutting point (ideal for micro-shafts). Gang-tool and turret-style lathes hold multiple cutting tools; gang tooling is fast for short, simple parts, while turret lathes with tailstocks handle longer work. In practice, a CNC lathe might use carbide insert tools, form tools, drills, taps, or reamers, automatically tool-changing as needed.
Key Point: CNC turning machines spin your stock (bar or tube) and press cutting tools into it. They are best for round or prismatic parts (shafts, pins, rings) and can achieve very high precision on diameters, threads, and concentric features.
CNC Turning Machines and Tooling
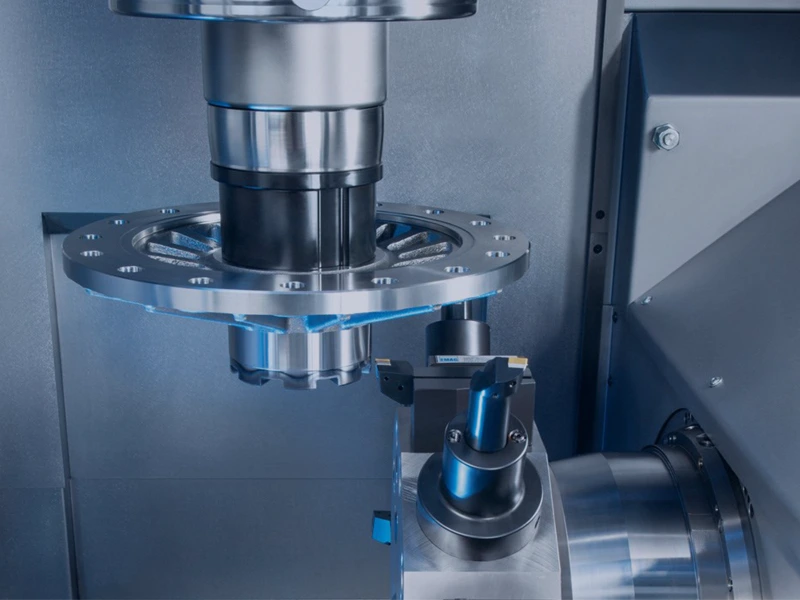
Turning Centers and Configurations: CNC turning operations use lathes or turning centers that differ in complexity. A basic 2-axis CNC lathe has a bed, rotating spindle/chuck, and one or more fixed tool posts. Higher-end CNC turning centers may include a gang tool plate (with multiple tools arranged linearly), a turret (rotating tool magazine), or multi-spindle lathes for parallel processing. Some turning machines have C-axis capability (for controllable indexing of the spindle) and multiple live tools, essentially combining lathe and milling functions into a “mill-turn machine.” Swiss-type lathes add a guide bushing that supports the bar stock close to the tool, minimizing deflection for very thin or long parts.
Common Tooling: Typical cutting tools for turning include single-point turning bits with carbide inserts (for roughing and finishing diameters), form tools (for grooves or threads), cutoff (parting) tools, drills and reamers (for axial holes), and threading tools. Insert grades and geometries are chosen based on material and finish requirements. Cutting fluids or coolants are often used to extend tool life and improve surface finish. Modern shops also use in-machine probes or lasers for automated measurement of critical features immediately after machining, ensuring process control.
Machine Capabilities: When choosing a service, verify the shop’s machine capabilities. Ask about maximum bar diameter, swing capacity (clearance over the bed), spindle speed range, and number of live tools available. Many precision shops offer lathes with bar feeders for lights-out runs. Multi-axis turning centers can do 6-axis mill-turning; check if the shop offers that for complex parts. As one machinist notes, gang-tool setups are extremely fast for short runs, while turret lathes (especially with tailstocks) are more versatile for long, slender parts.
HLH Model Tech boasts “over 600 state-of-the-art machines,” including advanced CNC machining centers, ensuring high precision and flexibility.
Materials and Tolerances
Materials: CNC turning can handle a wide range of metals and plastics. Common metals include:
- Aluminum (6061-T6, 7075, etc.) – light, excellent machinability. 6061 is a general-purpose aerospace/automotive alloy; 7075 (and 6082/2024) offer higher strength but machine a bit harder. Aluminum is used for housings, spacers, shafts, structural brackets, and more.
- Stainless Steel (303, 304, 316, etc.) – corrosion-resistant. 303SS machines especially well (used for bushings, bearings), 304SS for general corrosion resistance, 316SS for marine/chemical (chains, screws, fasteners).
- Carbon and Alloy Steels (e.g. 1018, 4140) – strong, tough. 1018/1020 mild steels are cheap and easy to turn (bolts, pins, shafts); alloy steels like 4140 (quenched/tempered) provide extra strength for heavy-duty parts.
- Brass/Copper – excellent machinability and conductivity. Brass (free-cutting alloys like C360) is used for fittings, gears, connectors, valve bodies. Copper is harder to machine but used for electrical components.
- Titanium – high strength-to-weight, biocompatible, but difficult to cut (low thermal conductivity). Used in aerospace or medical implants when weight is critical.
- Engineering Plastics (Delrin/POM, Nylon, PTFE, UHMW, etc.) – used when electrical insulation, low friction, or chemical resistance is needed. Plastics are lighter and easier to machine for large or non-structural parts. Typical plastic applications include gears, bearings, bushings, insulators, and fluid-handling components.
Each material choice affects tooling and tolerances. Always ensure the shop can certify the material (e.g. mill test report) for critical parts.
Tolerances: The achievable tolerance on turned parts depends on the machine and setup. For standard CNC turning, typical baseline tolerances are around ±0.005″ (±0.127 mm). Most shops quote that as “no extra charge.” Tighter tolerances (±0.002″ or ±0.001″) are possible on good lathes, but they require slower feeds, multiple finishing passes, and often use calibrated CMM inspection – all of which increase cost. For example, moving from ±0.005″ to ±0.002″ might add 10–20% to the price (due to extra time and QC). Ultra-fine tolerances (±0.0005″) usually require special climate control and high-end equipment.
In practice, designers should specify tighter tolerances only on critical features (bearing fits, threaded hole diameters, etc.). For most other features, general tolerance standards (ISO 2768) suffice. ISO 2768 (Coarse/Medium/Fine) provides default tolerances for linear/angular dimensions when not otherwise specified. ISO 286 (H7/g6, etc.) covers specific shaft-and-hole fits for mating parts. By default, assume ISO 2768-m (medium) tolerances unless drawings indicate tighter.
Tip: Ask your manufacturer about their standard tolerance chart. Also, consider geometric dimensioning (GD&T) only where needed. HLH Model Tech, for instance, declares state-of-the-art testing and CMM inspection to verify all dimensions.
Typical Custom Parts and Industries Served
Because turning is so versatile, typical turned parts include: shafts and spindles; bushings and spacers; round flanges and collars; threaded screws and inserts; fluid fittings (valves, hose connectors); pistons and cylinders (for pumps or actuators); knurled knobs or rollers; and even complex cams or rotors. Any part whose primary geometry is cylindrical (with possible steps, grooves, or threaded sections) is a candidate. For example: aerospace components like actuator rods or landing gear pins; automotive parts like wheel studs or engine shafts; medical device parts like implantable rod sections; robotics parts like actuator standoffs; consumer electronics heat-sink posts; and industrial machinery rollers or couplings.
Industries relying on CNC-turned parts are broad. HLH Model Tech notes its customers span aerospace, automotive, medical, robotics, consumer electronics, and industrial equipment. In aerospace, turning is used for engine connectors, bearing races, valve bodies and more (all requiring tight tolerances and traceability). In automotive, turned parts include suspension pins, fuel system fittings, and gear shafts. Medical devices use turned metal/plastic parts where precision and biocompatibility matter (surgical tool handles, diagnostic equipment shafts). Robotics and automation companies need custom shafts, couplings, and brackets from turning. Even consumer products use small turned pieces (like camera mounts or connectors).
Note: The demand is “custom” – most turned parts are made to order, often in low-to-medium volumes. However, with automated setups (bar feeders, multi-spindle lathes), even large batches (hundreds to thousands) are practical.
Design-for-Manufacturability (DFM) Tips for Turning
Designing parts to be easily turned can save time and money. Here are key DFM guidelines for CNC turning:
- Minimize setups: Design parts so that most features can be machined from one end. Every time you need to flip a part or remount it, the setup cost and time increases. If flipping is necessary, ensure symmetry or datum features are provided so alignment is repeatable.
- Avoid deep/recessed features: Extremely deep holes or recesses require long drills or special tools. Where possible, limit hole depth to about 3–4× diameter (e.g. a 5 mm hole ≤ 20 mm deep). Long blind holes add machining time and risk of tool breakage.
- Keep walls thick enough: Thin walls or webs (<1–2 mm) may deflect or vibrate during cutting. If thin sections are needed, use slower feeds or intermediate support, but ideally increase wall thickness or add ribs/radii.
- Use proper radii: Sharp internal corners (0 fillet) force use of very small tools and create stress risers. Add a reasonable corner radius to internal shafts or shoulders (at least 1–2× tool nose radius). Similarly, break all sharp external edges.
- Standardize threads and features: Use standard thread forms (UN/metric) and thread depths. Avoid designing non-standard pitches or minor diameters. For small-diameter threads, ensure the tapping drill/insert can reach.
- Consider stock shape: If the part is mostly round, start from round bar. If the design has flats or non-round cross sections, a turned plus secondary milling or broaching may be needed (costly). For one-off parts, cutting a larger diameter bar down wastes material; choose bar diameter close to final O.D.
- Balance long parts: Very long, slender parts (length > 4–5× diameter) can deflect during turning. Either design supports (Steady Rests), use Swiss lathe support bushing, or split the part into multiple pieces if feasible.
- Minimize undercuts and internal diameters: Undercuts or internal grooves can often be omitted or re-designed if not functional. Every undercut requires a special tool.
- Plan tolerances by feature: Only assign tight tolerance where it’s functionally needed (e.g. bearing fits, reference diameters). Over-tolerancing unnecessary dimensions exponentially increases cost.
Ultimately, a machinist can spot difficult features from the CAD model. At HLH Model Tech, submitted drawings are reviewed by engineers who provide feedback – for example, suggesting fillets or material changes – before quoting. The design review helps catch costly issues early.
Quality Control, Certifications, and Inspection
High-quality turning requires a robust QA system. Reputable shops implement ISO 9001:2015 (quality management) and often industry-specific standards (IATF 16949 for automotive, ISO 13485 for medical, AS9100D for aerospace) to ensure consistent processes and traceability. HLH Model Tech, for instance, is ISO 9001-certified and emphasizes “comprehensive inspection at every stage”. The company also holds IATF 16949 (auto) and ISO 14001 (environmental) certifications (see Our Certifications).
Inspection Methods: For turned parts, common QA steps include:
- In-process inspection: Modern CNC lathes often have touch probes to verify features immediately after machining. Shops record data like first-piece dimensions and monitor tool wear.
- CMM (Coordinate Measuring Machine): A key tool for final inspection. CMMs use a precise probe (contact or laser) to measure every dimension in 3D, comparing to the CAD model. This is especially important for tight-tolerance parts or batches: a CMM can automate first-article and batch inspections with micron-level accuracy.
- Manual measurements: Calipers, micrometers, bore gauges, and thread gauges are used for quick checks. Surface roughness testers (profilometers) check finish if required.
- Visual and nondestructive tests: Visual inspection for burrs, scratches, or plating defects is standard. In critical sectors (aerospace/medical), parts may undergo dye-penetrant or ultrasonic testing for cracks (especially in alloy steels).
- Statistical Process Control (SPC): High-volume runs often use SPC charts on key dimensions to catch drift. Automated data logging keeps processes stable.
Certifications and Standards: Ask your supplier about certifications: ISO 9001 is a must-have. AS9100D certification is often required for aerospace parts, indicating strict controls on design, documentation, and traceability. IATF 16949 is crucial in auto. The presence of these suggests a mature quality system. Lack of any quality certificates or refusal to share audit info is a red flag.
At HLH Model Tech, every batch includes inspection reports. The facility uses “state-of-the-art testing equipment”, including CMMs, to ensure parts meet spec. Clients can request first-article inspection (FAI) reports, material certifications, and QC plans.
Inspection Example: A supplier’s website notes that moving from ±0.005″ to ±0.001″ tolerance typically means CMM is required for every feature. This matches industry practice: ultra-tight turned parts undergo 100% CMM check.
Lead Times, Cost Drivers, and Batch Sizes
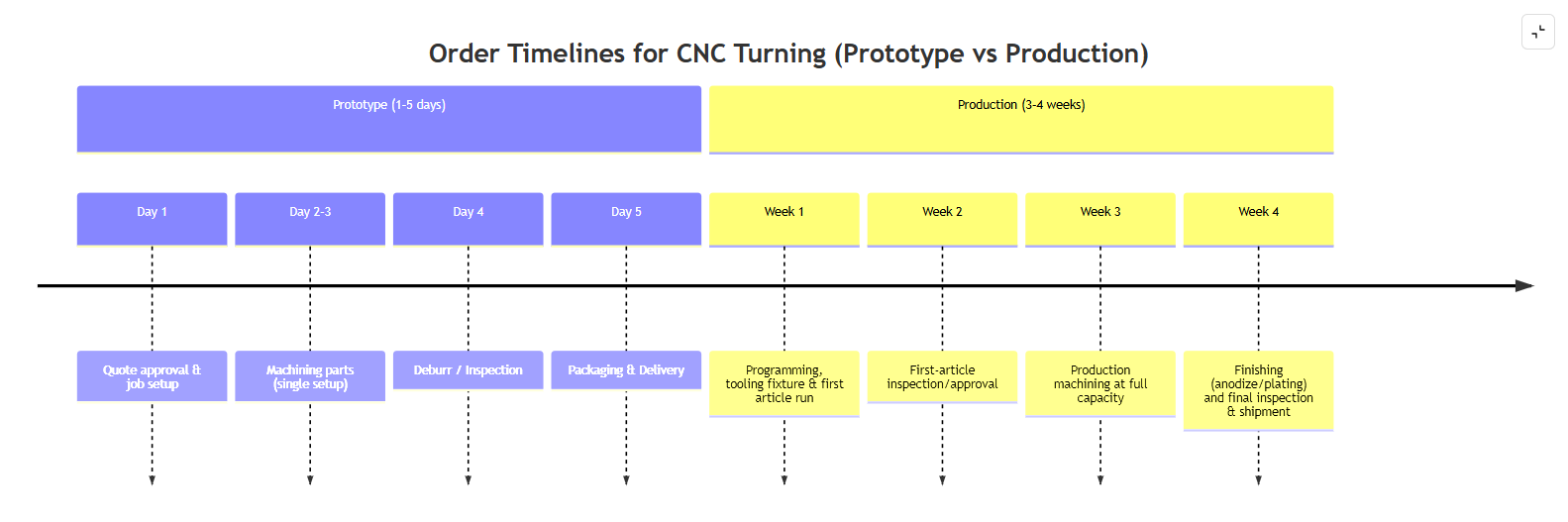
Lead Times: Turn-key lead times depend on complexity, volume, and shop workload. As a general rule, prototypes (1–5 parts of a simple design) are quickest: many shops promise 3–5 business days once the design is ready. Small runs (10–50 pieces) typically ship in 2–3 weeks, while larger production runs (100–500+ pieces) often take 3–6 weeks. If tight tolerances or exotic materials are required, expect extra time for careful programming and inspection. HLH Model Tech advertises same-day quoting and rapid prototyping with expedited service if needed. For large orders (1000+), it’s common to plan 4–8 weeks including secondary finishing (anodize, plating adds days).
A representative timeline:
Cost Drivers: Per-part cost is driven by several factors:
- Material: Expensive alloys (titanium, Inconel) cost more. Softer metals (aluminum, brass) machine faster. For example, titanium may take 3–5× longer to cut than aluminum.
- Part complexity: More features = more operations. Deep pockets, tight fillets, undercuts, or multiple setups multiply cycle time. A simple turned rod with a couple of diameters is quick; a part requiring off-center holes or intricate grooves is slower. Each additional setup (flips or secondary ops) adds fixed cost.
- Tolerances: Tighter tolerances slow machines and add inspection. As noted, ±0.005″ is baseline (often free), but ±0.002″ can tack on ~10–20% cost (due to longer machining and gauge inspections), and ±0.001″ or better can add 25–50%.
- Quantity (Batch Size): Setup costs are largely fixed. A CNC program might take the same time to write whether you make 1 or 100 pieces. Thus, unit price drops with quantity. For example, one shop shows about $200–500 for a single prototype part, vs $25–80 each at 100 pcs. The “sweet spot” is often 10–500 parts; under 10, the setup dominates the price. Over 500 or 1000, specialized mass-production lathes bring prices down further (but only justified for large runs).
- Secondary Processes: Any post-machining finishing or heat treatment adds time and cost. Anodizing might add 2–3 days, plating 3–5 days. Best to minimize or batch these if possible.
- Lead time urgency: Rush orders (hot jobs) cost more. Some suppliers add 25–100% for 3-day or next-day service. Plan ahead if you can.
Batch Sizes: CNC turning scales well. You can do single-piece prototypes up to thousands of parts on bar feeders or multi-spindle lathes. For very high volume (1000+), other processes (stamping or forging) might be considered, but CNC turning can still be economical for complex parts or when tolerances matter. HLH Model Tech handles everything from one-off prototypes to mid-sized production runs; in customer testimonials, they emphasize balancing cost with quality for each order.
Example: A simple aluminum shaft might cost $50–100 for a one-off at one machine shop, but only $5–10 each in a 1000-unit order (with automated bar feeding). The biggest cost jump is from 1 to 10 pieces (setup amortizes after ~10 parts).
Choosing Your Manufacturing Partner
Selecting the right CNC turning supplier is crucial. Beyond price and location, consider capabilities, quality, and communication. Here’s how to evaluate candidates:
Questions to Ask
- Capacity & Equipment: What CNC turning machines do you have (2-axis, multi-axis, Swiss, etc.)? What maximum diameters and lengths can you handle? Is there a bar feeder for lights-out runs? Can you achieve the tolerances required? (Ask for proof of dimension reports.)
- Experience & Industries: Have you made parts similar to mine? Request examples or case studies. A partner experienced in aerospace/medical will have stricter controls; automotive experience implies understanding IATF16949 processes.
- Materials & Processes: Do you work with my specified material (and can you certify it)? Can you handle any plating/anodizing I need? (If yes, do you do it in-house or with trusted sub-vendors?)
- Quality System: Are you ISO 9001 certified? For us, having ISO 9001, IATF 16949, or AS9100D certification is very important. Can you provide copies of certifications and quality manuals? Do you perform First Article Inspections (FAI)? What inspection equipment do you have (CMMs, etc.)? HLH Model Tech, for instance, highlights its ISO 9001 system and comprehensive inspection process.
- Supply Chain Security: For sensitive industries, inquire about export licenses or ITAR compliance. HLH Model Tech operates in China and mentions ISO 9001 but not ITAR; if your parts are for defense, clarify any export restrictions.
- Lead Time & Communication: What are your typical lead times for prototypes and production? How do you handle rush orders? What is your order communication system? (e.g. customer portal, weekly updates, engineering contacts?) HLH Model Tech offers 24/7 support and quotes within 24 hours of file upload.
Red Flags to Watch
Based on QC best practices, be wary of:
- Lack of Certification: No ISO 9001 (or relevant industry certs) suggests poor quality management. Expired or vague certificates are suspect.
- Poor Communication: Reluctance to answer technical questions or provide references. Delayed responses on quotes or unclear emails.
- Disorganized Facilities: If visiting or viewing pictures, look for dirty floors, cluttered workstations, or rusting machinery. Good shops have lean, orderly floors with labeled parts and maintenance logs.
- Inconsistent Samples: If they send a sample part, ensure it matches drawings. Mistakes (wrong material, sloppy finish, missing features) show lack of care.
- No Process Control: Shops should document processes (inspection logs, SPC charts). Lack of documentation or traceability is a warning sign.
- Overpromising: Beware of quotes that seem too low or timelines too fast for very complex parts. If an offer seems unrealistic, it probably is.
Site Visit Checklist
If possible, visit the shop (virtual tours help if remote):
- Production Floor: Are machines up-to-date and well-maintained? Note the mix of turning centers (do they have Swiss lathes, live tooling lathes, etc. that match your needs?).
- Quality Lab: Check for CMMs or scanning systems, calibration certificates for gauges, and a clear inspection area.
- Safety & Training: Are employees wearing proper PPE and following 5S (clean floor, tools in order)? Skilled, experienced operators are critical.
- Documentation: Ask to see sample inspection reports, FAI reports, or production control boards. A professional shop will have visible quality evidence.
- Communication: Meet their team. Are engineers and salespeople knowledgeable? Clear communication at the factory visit often predicts good project support later.
Partner Selection Criteria (Comparison Table)
| Criteria | What to Verify/Ask | Warning Signs |
|---|---|---|
| Quality System | Ask for ISO 9001, IATF 16949, AS9100 certificates; audit reports; in-process inspection plans. | No ISO certs, missing QA docs, inconsistent inspection practices. |
| Equipment & Tech | Review machines (capacity, multi-axis, Swiss, live tooling). Ask if they program CAD/CAM in-house. | Outdated machines, no evidence of multi-axis or CNC programming. |
| Experience & Fit | Check experience with your industry/materials. Ask for references or case studies. | No similar projects, vague portfolio, or only unrelated work. |
| Capacity & Scalability | Confirm annual throughput, overtime/shifts, ability to handle your batch sizes. | Inability to meet your volume, lack of backup if main machine breaks. |
| Certifications/Regulatory | Verify any specific (RoHS, ITAR, ISO 13485, etc.). | Unable to provide necessary compliance certifications. |
| Quality Control | Inspect QC processes: CMMs, SPC, FAI capability. | Poor QC lab, no CMM, or lack of systematic checks. |
| Lead Time & Reliability | Ask average lead times, on-time delivery rate, quoting accuracy. | History of late deliveries, unreliable quotes. |
| Communication | Are they responsive? Do they speak your language? Use ERP/email updates? | Slow responses, language barriers, no project updates. |
| Location & Logistics | If near-shore/off-shore, consider shipping times, cultural fit, site audits. | Hidden customs issues, untraceable subcontracting (if you require direct oversight). |
| Price & Terms | Get detailed quotes (unit price at multiple qtys, tooling charges, payment terms). | Lowball quotes with many hidden fees, inflexible payment terms. |
Sample RFP Content
When issuing a Request for Proposal (RFP) for CNC turned parts, include:
- Part Description: A brief of each part (material, finish, any standards). Attach CAD/STEP files and/or drawings with dimensions and tolerances.
- Quantity & Schedule: Required quantity (prototype qty and production qty) and desired delivery dates.
- Materials/Specs: Specify exact material grade and any treatment (e.g. “6061-T6 aluminum bar, anodize per MIL-A-8625, Type II, Class 2, red”). Include certification requirements.
- Tolerances: List critical dimensions and tolerances (e.g. OD tolerance ±0.002″, hole tolerances H7).
- Finishes: Detail any surface finish (Ra value), anodizing or plating, polishing, deburring, etc. (e.g. “0.4μm Ra after polishing; CMM report required”).
- Inspection Requirements: State required inspections: “First article inspection with CMM report” or “100% CMM inspection” if needed.
- Certifications: Ask the vendor to confirm relevant certifications (ISO 9001 etc.) and provide quality records or FAI documentation.
- Terms: Payment terms, incoterms (FOB, DDP, etc.), packaging/shipping instructions.
- Questions: Invite vendors to answer questions like: What machines will be used? Can they meet the tolerance? Typical lead time? Do they have any minimum order quantity?
This sets clear expectations and lets suppliers give complete quotes.
Case Study / Example Workflow
Example: A robotics startup needs 50 custom stainless-steel shafts for a new actuator. They send CAD drawings to HLH Model Tech. HLH Model Tech engineers review and suggest slightly larger fillets at ends for tooling clearance, and confirm 304LSS meets strength needs (instead of pricier 316). HLH Model Tech quickly quotes 10 prototype pieces in 10 days (incl. minor polishing), then 50 pieces in 3 weeks. The prototypes ship after a CMM inspection report is shared. The startup tests them, then places the full order. HLH Model Tech schedules the run: Week 1 programming and setup, Week 2 production on multi-spindle lathes, Week 3 finish (anodize black for corrosion) and final inspection. The parts arrive fully certified. This workflow highlights good partner practices: design review, rapid prototyping, and quality documentation.